Nachdem ich ja bereits Fenster und Türen in die Wände des Wagenkastens im Bericht "Der Bau beginnt" eingesetzt habe, geht der Baubericht mit dem Anlöten der verschiedenen Verstärkungsprofile weiter. Hier habe ich mir aufgrund der Unmenge an 380 Nieten alleine an den Profilen erst mal ein Prägewerkzeug gebaut.
Zuerst werden alle Profile in der richtigen Länge abgeschnitten.
- Die U- und Winkelprofile der Seitenwände sind alle gleich lang. U-Profil 2,5 x 1,5 mm, Winkelprofil 2,5 x 1,5 mm
- Die Eckprofile 2,5 x 2,5 mm sind etwas länger als die Seitenwand-Profile, die müssen nach dem Anlöten mit der runden Oberkante verfeilt werden
- Die U-Profile der Stirmwände 2,5 x 1,5 mm haben unterschiedliche Länge. Die Profile der Seite mit der Zugführerkanzel sind etwas länger und müssen dem Ätzteil der Stirnwand angeglichen werden.
Ich nenne bewusst keine Längenmaße, die könnten sich durch den Bau ergeben und sollten daher immer am jeweiligen Modell abgemessen werden. Dies gilt auch für die korrekte Anfangsposition der Prägungen für die Nietköpfe.
Nun zum Einlöten der Profile. Aus meiner Erfahrung sollte man folgende Schritte beachten:
- Damit die Profile korrekt in den Nuten der Seitenwand sitzen, muss wegen des Ätzradius an den Profilen an der Längsseite unten eine kleine Fase angefeilt werden.
- Das beste Ergebnis bekommt man, wenn man sowohl das Profil als auch die Nut der Seitenwand vorher dünn verzinnt.
Das Profil kann man an der unteren Seite (da, wo später die Kastenstützen dahinter liegen) in einen kleinen Schraubstock spannen, die Rückseite mit der Flamme erhitzen und Lot auftragen. Mit einem alten Pinsel wird das Lot dann dünn auf der Rückseite des Profils verteilt.
Genauso geht man mit der Nut an der Seitenwand vor: Ich habe hierzu die Seitenwand im Bereich der Nut von unten mit dem Widerstandslöter erwärmt und das Lot dünn verteilt. Man muss hier aufpassen, dass man auf keinen Fall die Bretterfugen auffüllt. Daher auch hier wieder mit dem alten Pinsel verteilen!

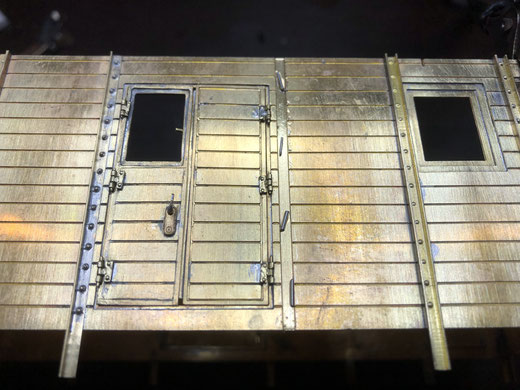
Auf diesem Bild sieht man gut die kleine Fase am Profil und das Festspannen des Profils an der Seitenwand mit zwei Haarklammern.
Nun von unten erhitzen und von oben z.B. so wie ich mit einer Titan-Pinzette gegendrücken und das Profil anlöten.
Noch ein kleiner Tipp zur Nachbehandlung der Lötstellen:
Die sollte auf jeden Fall die Reinigung unter fließendem Wasser beinhalten. Ich trockne das Teil danach mit mit einem Heißluftfön, mit Tüchern abwischen kann dazu führen, dass feine Teile wie Schlussscheibenhalter abbrechen. Man muss aber aufpassen, dass es nicht zu heiß wird, so ein Heißluftfön bringt schnell mal 200 Grad Celsius aufs Blech! Wenn die Wassertropfen verdampft sind, sofort weg mit dem Fön!
Nun zum eigentlichen Tipp: Ich benutze mit der Auflege-Methode nur so viel Lötzinn wie notwendig, mit ein bisschen Erfahrung hat man das bald drauf. Dann habe entdeckt, dass die mechanische Reinigung mit einer kleinen feinen VA-Drahtbürste wesentlich besser funktioniert als mit dem Glasfaster-Stift.
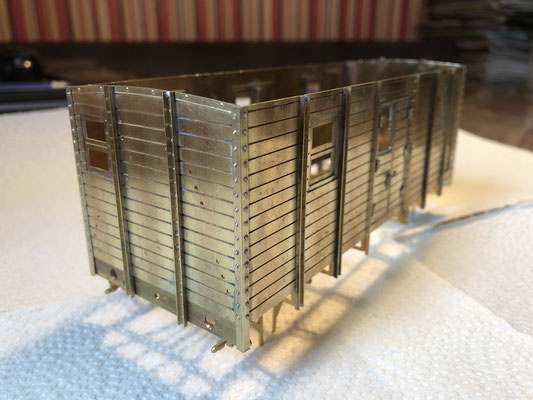
Es dauert eine Zeitlang, bis man alle 22 Profile an die Wände des Pwg's gelötet hat. Wer behauptet dann noch, dass Güterwagen einfach herzustellen sind? Nachfolgend noch zwei Bilder nach Ende des Anlötens der Profile:

Der Bericht vom Bau des Wagenkastens wird demnächst fortgesetzt.

Kommentar schreiben